The production site in Vamberk was renovated and modernized in 2018. In addition, in 2020 a showroom for customer meetings was built. The state-of-the-art robot technology enables precise production methods and guarantees a consistent quality level of all our forestry products. The combination of high-quality materials, many years’ production experience and sophisticated production processes turn our bluetracks into reliable partners for forestry applications. 7 different profile types are produced daily in Vamberk and delivered worldwide at the present time.
New fully automatic production site for pewag bluetracks

How does the production process of pewag bluetracks look like? Let’s have a look behind the scenes!
Each bluetrack consists of cross members with studs, connecting links, locks and c-links with side support.
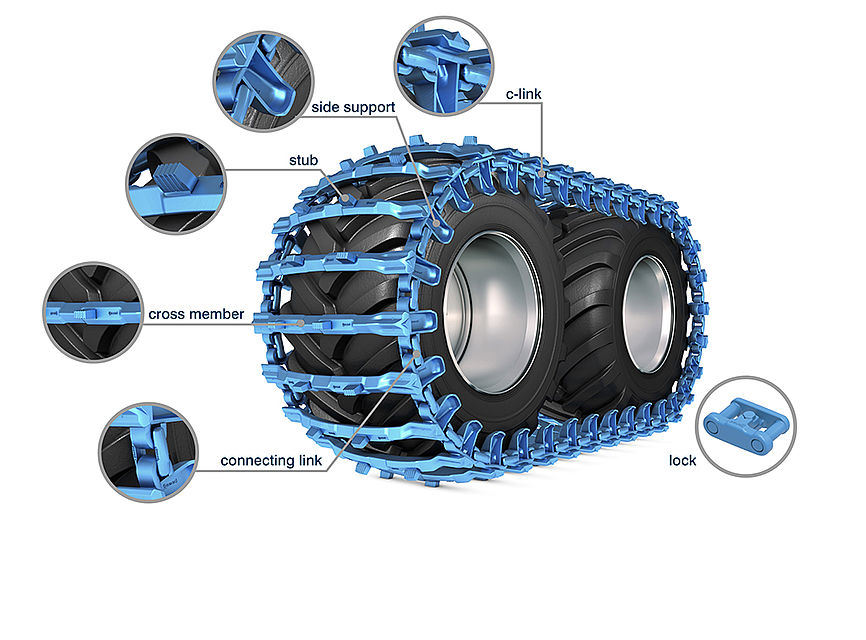
Cross members are the core elements of each track which consists of different components. Depending on the type of cross member profile rods are cut to the length required. Afterwards the steel blank is heated. The robot puts the blank into the press which brings the cross member into the right shape.
Very important are the stubs. The number and position of the stubs on the track are flexible and can vary. pewag places two stubs on each cross member as standard. The stubs are produced from the same material as the cross member, pressed into shape and welded on the cross member by robots.
The cross members are connected with each other through connecting links and locks.
Another important component are c-links which are influencing the lifespan of the track. The more robust they are, the longer the track can be used. The c-link is produced on an especially developed machine which is cutting, heating mand shaping the c-link.
Within the c-link the side support is integrated which is closing the link system. This side support keeps the track on the wheel and is the last step of assembling the track. For producing the side support, the raw material is punched and pressed by a fully automatic machine.
The stubs, c-links and locks are core hardened by pewag to make them more robust. This special treatment requires a lot of know how to achieve the best combination of case-hardened surface and rough core.
Each bluetrack is dipped into a special blue paint to protect the finished bluetrack from rust. After drying the track is fixed on pallets and the finished track is shipped or stored in the warehouse.



New showroom for customer visits
A new showroom was designed directly at the production site, which presents in detail all components of our bluetracks. In the future all our customer meetings are held in this modern and relaxed atmosphere. In addition, a big video wall and a coffee corner are set up to entertain our guests.



For more security in the forest – pewag forestry products!
We are pleased to give you advise and help you to find your forestry product. Write an email to forestry(at)pewag.com or call our customer service +43 505011 – 0 for further assistance.
More details about our forestry products.